加工:磨削输出轴
质量要求
圆度:0.005毫米(0.002毫米-获得数据)
圆柱:0.005毫米(0.002毫米-获得数据)
同心度:0.010毫米(0.003毫米-获得数据)
粗糙度:0.8(0.5获得数据)
1998年前使用夹具
尾座端使用死顶尖
主轴端使用3爪夹头
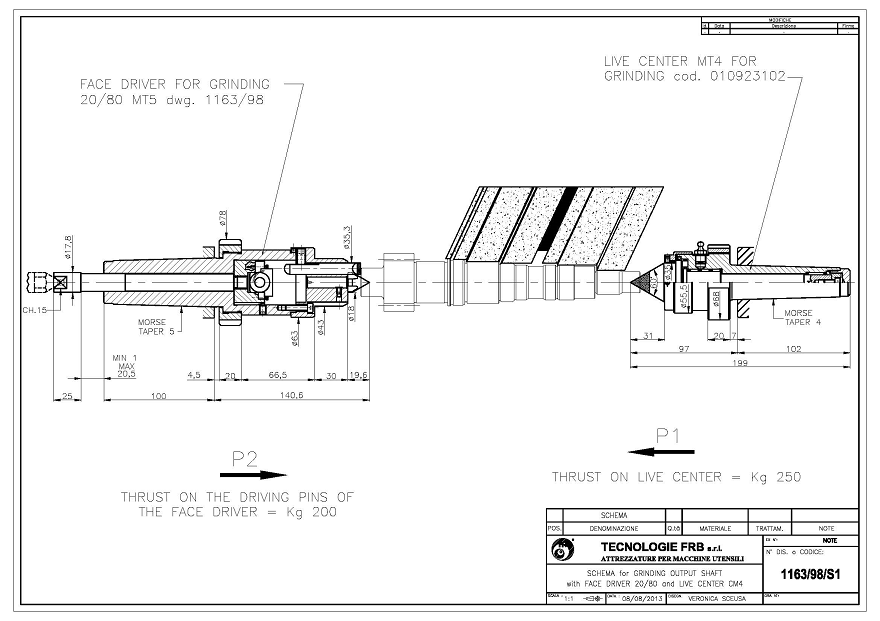
1998年采用TECNOLOGIE FRB夹具
尾座使用活顶尖
主轴端使用液压式端面驱动顶尖
结果:
质量:系统不仅保证所要求的精度范围,还降低了了50%的尺寸公差值。这些定性结果能实现的因为活顶尖完全消除顶尖和工件中心之间的摩擦。另外,替代三爪夹头使用自补偿端面驱动顶尖消除了径向夹持力。
优点:通过这套系统,相比原来的夹具,中心的润滑和磨损被消除。此外,工件的圆周速度能从12 - 15米/分提高至20 - 25米/分, 其结果是机床加工时间缩短,并获得更好的磨轮工作条件, 修整频率随之减少。
所有的FRB驱动顶尖都带有微调装置,用于安装时的调整。