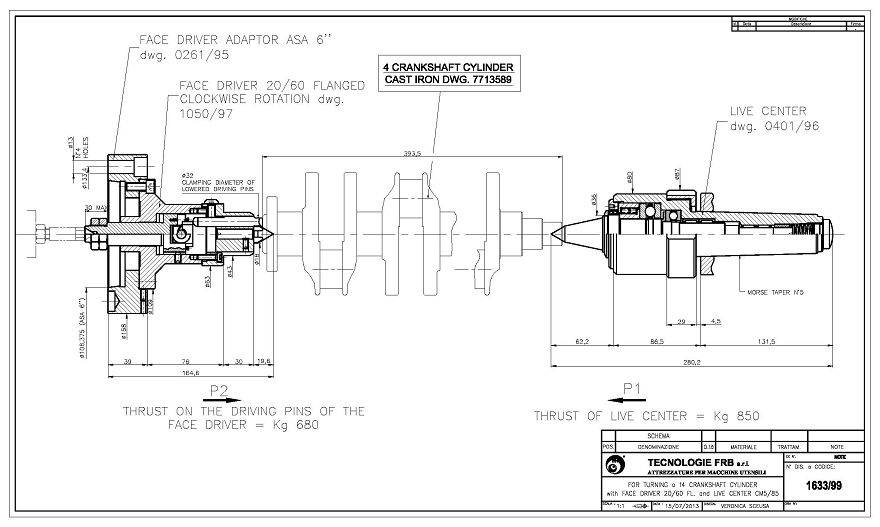
加工: 曲轴两端粗车和精车加工。 质量要求 公差: 0,1 毫米. 主要直径上 同轴度: 0,05 毫米 原始工艺:使用卡盘夹具 车端面 车削左端 车削右端 新型工艺:使用端面驱动 车端面 左右端一次车削
结果: