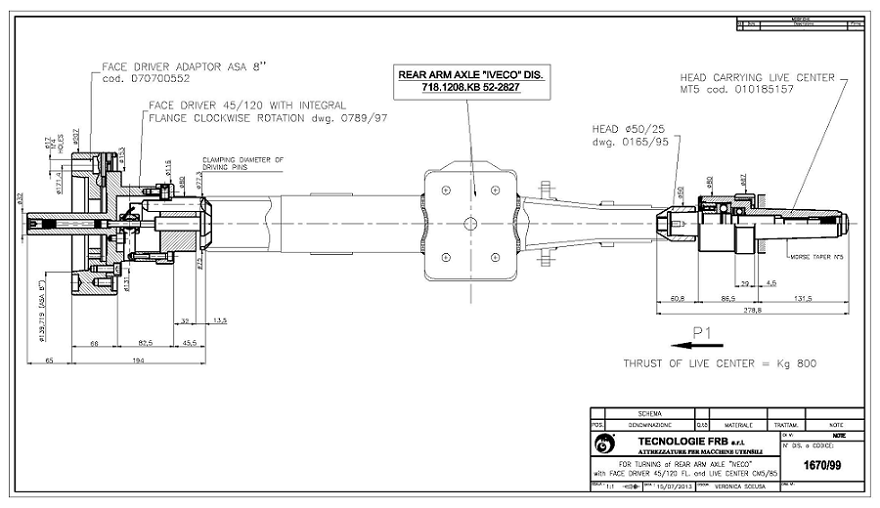
工件的类型: 3种工件,最大长度为980毫米;最薄厚度为6毫米. 加工: 两端与中间制动支架的粗/精车削 质量要求 公差: 0,03 毫米 ,在主要直径上. 粗糙度: 1,6 Ra. 圆度: 0,006 毫米,在驱动直径上. 圆柱度: 0,014 毫米. 原始工艺:使用卡盘,1996年以前 车削左端. 车削右端和制动支架. 磨削左端.