加工: 车削粗/精加工。
质量要求:
公差: 0,05 毫米 在主要直径上。
公差: 0,03 毫米 在尺寸上。
同轴度: 0,025 毫米。
原来周期:
端面和中孔加工。
用浮动卡盘夹持车削第一部分。
用自定心卡盘夹持车削其余部分。
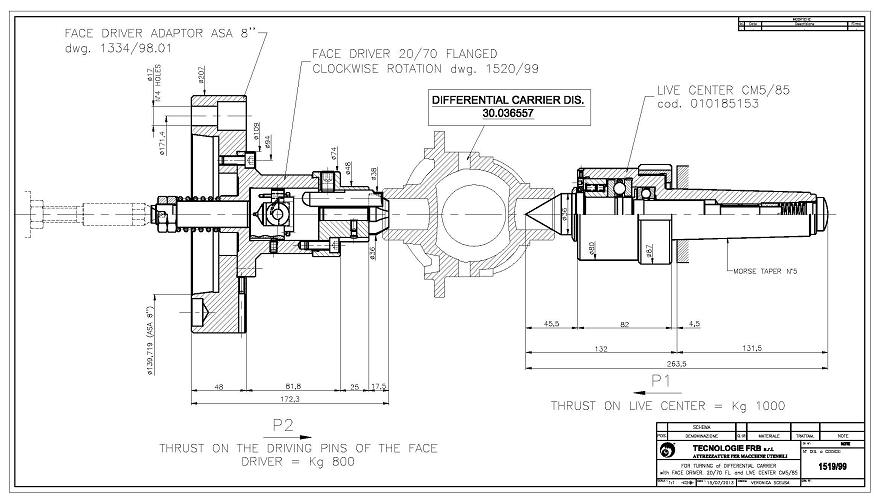
Tecnologie FRB 周期
端面和中孔加工。
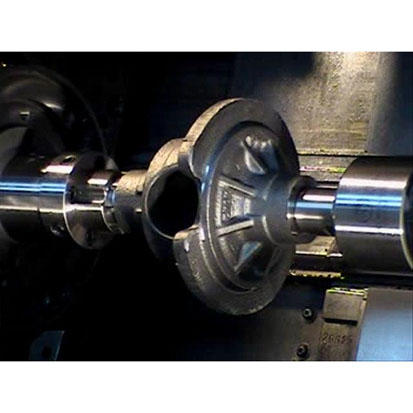
使用自补偿端面驱动和活顶尖一次完整加工。
结果:
质量: 工件不会有多次装夹造成的装夹误差。
生产: 机时间减少20秒/工件,因为取消负载/卸载和停止卡盘时间。3台机床产能和原来4台机床产能一样,由于停机更换工具和装卸,不影响其他设备加工。
成本: 使用驱动顶尖易于操作和维护,因为可快速更换驱动爪和中心顶尖,相比卡盘和自定心夹头维护,成本很低。