加工: 车削粗/精加工。
质量要求:
在 29,99 : 圆柱度 0,006 毫米。
公差 0,018 毫米。
粗糙度 1,2 Ra。
原来工装直至 1998年
使用固定顶尖。
3爪夹头。
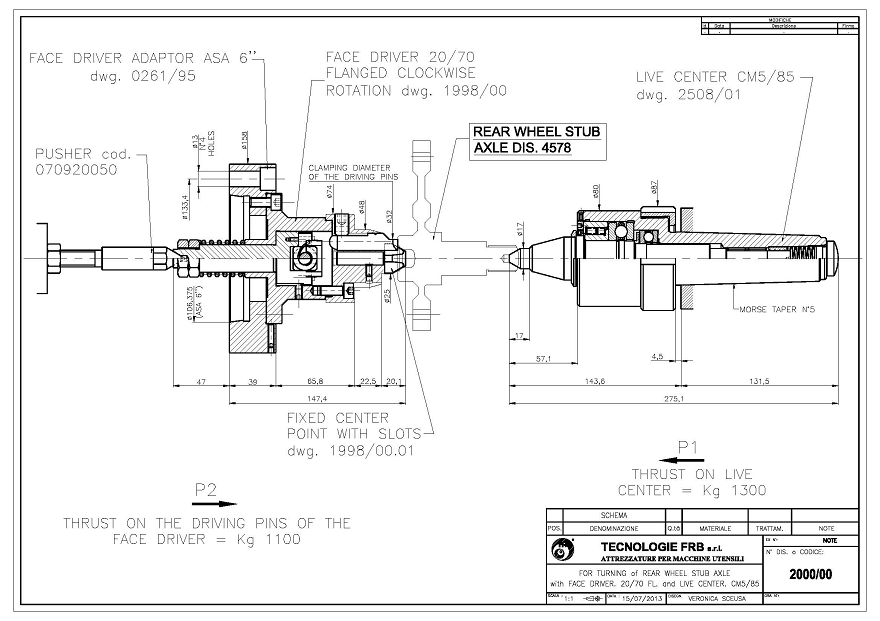
两个车床已检修并配备FRB端面驱动,逆顺时针方向旋转,用于加工新的短轴。
当前工装类型
工件需要一个面断续切削及高精度车削的操作。Tecnologie FRB选择20/70法兰连接端面驱动,图1998/00 与2003/00 及含轴向负荷分布莫氏5号活顶尖,图2508/01以保持系统的精度和刚性。
成本:
通过使用自补偿端面驱动,只有一个操作,可以完成全部加工。
端面驱动及磨损件易于操作和维护。快速更换活顶尖相比更换轴承并检修的传统尾座。这些性能可以提高效率和降低成本。